





本日、2017年10月4日。
日刊工業新聞社様に、“ ある製品 ” について取材していただきました。
近日中に記事にしていただけるとのことで、有難いです!
↑10月18日の日刊工業新聞に掲載していただけました【電子版見出しはこちら】。ありがとうございます。(2017.10.19加筆)
ある製品とは・・・
「高品位研磨加工面のレーザ式品質検査装置(仮名称)」です。
ちょっと名前が長く難しいのですが・・
簡単に言うと、
『品質の高い研磨が、出来ているか出来ていないか』を簡単にチェックしてくれる器械!
という感じです。
現状、
===
- 研磨加工の品質判断は、熟練の検査員に頼っている
→人によってバラバラで品質にバラツキがある - より品質の良いものを、エンドユーザが求めるようになってきており品質管理が重要となってきている。
- ある程度研磨の状態が良いものの中で、 ほんの僅かな研磨の差 を、数値化して判定できる検査器具がない。
→数値化できるものがあれば、人によるバラツキが無くなり品質アップが期待できる。
===
というクライアント様の声を受けて開発しました。
広島県立総合技術研究所 西部工業技術センター 生産技術アカデミーの後藤様には、『光の形状を解析しどう数値化するか』という部分の開発についてご協力いただきました。
日本システムデザインは、お客様のニーズにぴったり合った組み込みシステムのオーダーメイドが得意です。
今までにも弊社はレーザを応用した製品を開発してきましたが、
今回もレーザ光が「スポット光に絞れて回折光(かいせつこう)が出やすい」という性質を利用して、「こういうこと、できませんか?」というニーズに対応させていただきました。
→ レーザを使ったその他の傷検査装置なども、ぜひご覧ください!
![]()
オーダーメイドの品ではありますが、
ほんのわずかな差の研磨を判断してくれるこの装置は、
小型で軽量(500g)でもあるので、汎用的に他の現場でも役立つのではないかと考えております。
もし、「こんなことは出来るの?」などありましたらお気軽にお問合せください!
検査方法
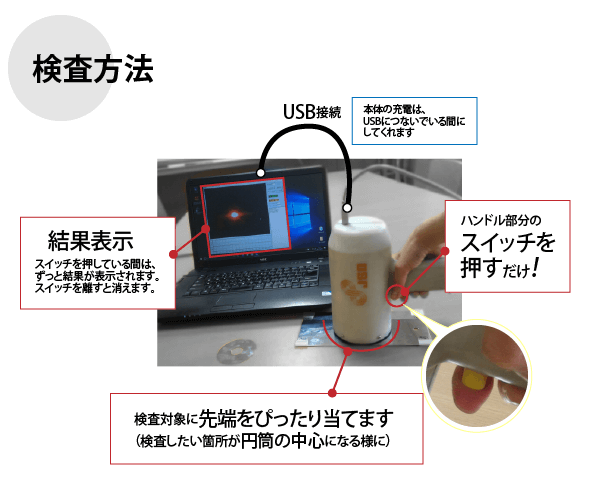
検査結果の項目は、2つ
①【反射率】
・・・「良い」「悪い」の2パターン
レーザー光が集中して返ってきているかどうかで、鏡面になっているかどうかを判断します。
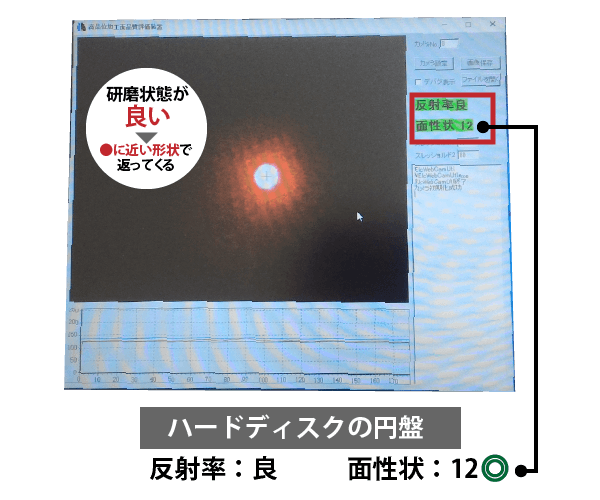
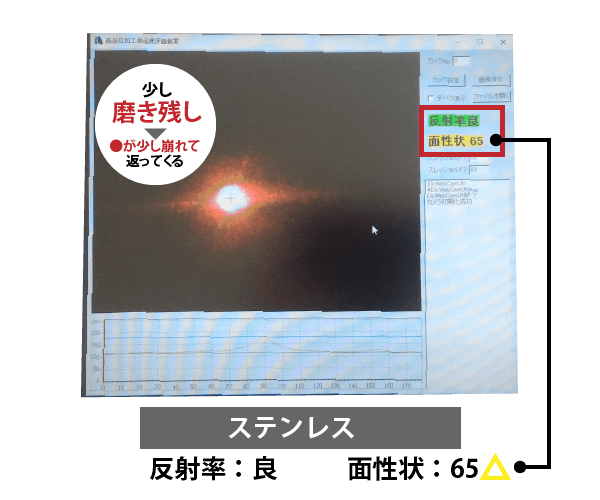
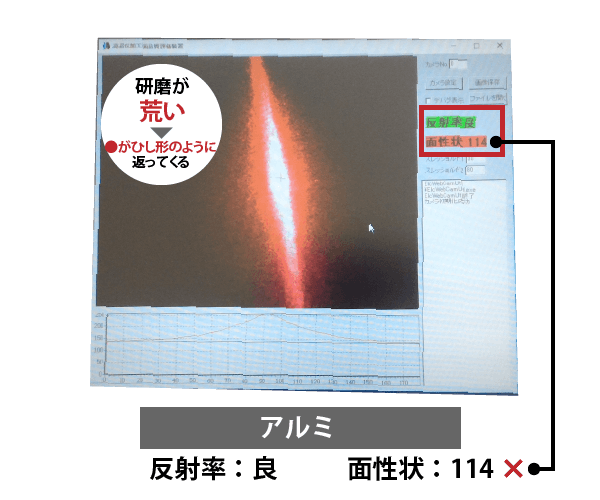
②【面性状】
・・・0~255までの数値で表示
(数値が高いほど「研磨状態が悪い」、数値が低いほど「研磨状態が良い」ことになります)
返ってきた光の形状を解析することで、微細な研磨状況を判断します。独自のアルゴリズムで数値として表示します。
サンプルを使って検査してみました
サンプル① ★ ハードディスクの円盤(すごくピカピカ)
サンプル② ★ ステンレス(一見ピカピカだけど、磨き残しのある部分がある)
サンプル③ ★ アルミ(研磨が荒い)
特に、サンプル①とサンプル②のような『鏡面に近い高い水準の加工面の品質』を、適正に数値化することができていないのが現状でした。
現場での利用イメージは、『面性状』が10以下なら品質OK、10より高ければ品質NGとしてはじく。
というように、お客様が判断値を決めて利用していただくという感じになります。
もし「こんなことは出来るの?」などご質問がありましたらお気軽にお問合せください!
日刊工業新聞社
広島総局 記者
清水 様
【取材を受けたのは】
広島県立総合技術研究所
西部工業技術センター
生産技術アカデミー
後藤 様
日本システムデザイン株式会社
二井矢、井谷、池本