





![18の特徴的な開発[18 of Embedded system development]](https://jsdkk.com/home/wp-content/uploads/2019/03/df86c5d879119f9019722f7cd04a6192.png)
代表者挨拶の中でリストアップした【18の特徴的な開発】についての詳しい紹介です。
[ Writing is 代表 麥田 ]
1.PCの人気コンパイラで組込開発が出来るV25モニタと組込用V25CPUボード
V25は1980年代後半~2003年の間、NECが提供していた8086互換の組込用CPUです。
当時PCの普及に伴って8086系のコンパイラは入手しやすくて高性能なものがいくつもあり特にボーランドのCコンパイラはコンパイルが圧倒的に速く使いやすいため大きなシェアを獲得していました。
組込開発では制御対象の動作特性が机上データだけではつかめないことが多く、プログラム修正とテスト実行の繰り返しでデバッグをおこなわざるを得ないのが普通です。
そのためプログラム修正から実行までのターンアラウンドタイムが開発効率を大きく左右します。
そこで、ボーランドのCコンパイラが生成したプログラムをPCから組込ボード上にRS232Cで転送して動作出来るように工夫した、V25モニタとV25CPUボードを開発して自社開発の柱とするとともに多くの方に使っていただきました。
今でこそPCでプログラムをコンパイルしてボードにシリアル転送して即実行できる開発環境は当たり前ですが、当時の組込用開発ツールは高価な専用開発マシンをベースにしているものが多く、CPUソケットに接続した高価なエミュレータに転送して実行するか、ボード上のソケットから取り外したROMを書き換えて実行するのが普通であったため、PC上で開発出来て開発効率にも優れたV25CPUボードとV25モニタの組み合わせは多くの方に喜んでいただくことが出来ました。
当時PCの普及に伴って8086系のコンパイラは入手しやすくて高性能なものがいくつもあり特にボーランドのCコンパイラはコンパイルが圧倒的に速く使いやすいため大きなシェアを獲得していました。
組込開発では制御対象の動作特性が机上データだけではつかめないことが多く、プログラム修正とテスト実行の繰り返しでデバッグをおこなわざるを得ないのが普通です。
そのためプログラム修正から実行までのターンアラウンドタイムが開発効率を大きく左右します。
そこで、ボーランドのCコンパイラが生成したプログラムをPCから組込ボード上にRS232Cで転送して動作出来るように工夫した、V25モニタとV25CPUボードを開発して自社開発の柱とするとともに多くの方に使っていただきました。
今でこそPCでプログラムをコンパイルしてボードにシリアル転送して即実行できる開発環境は当たり前ですが、当時の組込用開発ツールは高価な専用開発マシンをベースにしているものが多く、CPUソケットに接続した高価なエミュレータに転送して実行するか、ボード上のソケットから取り外したROMを書き換えて実行するのが普通であったため、PC上で開発出来て開発効率にも優れたV25CPUボードとV25モニタの組み合わせは多くの方に喜んでいただくことが出来ました。
2.並列処理プロセッサIMPP搭載の画像処理ボード
IMPPは、1984年にNECが開発した非ノイマン型データ駆動プロセッサです。
http://www.shmj.or.jp/museum2010/exhibi704.htm
今ならFPGAでおこなうような画像処理等のデータ処理を高速におこなえるという触れ込みで発表されたもので、一般的にはあまり有名になりませんでしたが『画像処理分野で注目をあび、印鑑照合、指紋照合などの分野で多くの製品に採用され、デジタル画像処理市場立ち上げに貢献した。』ということらしいです。
Nシステムの黎明期にこのIMPPを使って自動車ナンバープレートの識別を行いたいというユーザーの要望で、VMEバス用として開発したのがこのボードです。
http://www.shmj.or.jp/museum2010/exhibi704.htm
今ならFPGAでおこなうような画像処理等のデータ処理を高速におこなえるという触れ込みで発表されたもので、一般的にはあまり有名になりませんでしたが『画像処理分野で注目をあび、印鑑照合、指紋照合などの分野で多くの製品に採用され、デジタル画像処理市場立ち上げに貢献した。』ということらしいです。
Nシステムの黎明期にこのIMPPを使って自動車ナンバープレートの識別を行いたいというユーザーの要望で、VMEバス用として開発したのがこのボードです。
3.液晶スリット光源とカメラによるピッキングロボット用3次元センサ
1993年に自動車メーカーのハンドリングロボットのために作った3次元視覚センサです。
液晶で様々なスリットパターンを部品に投影し、バラ積みの鋳造部品を識別してロボットにデータを渡すシステムでした。
当時としてはユニークなシステムでしたが、近年プロジェクタの進歩とPCの高性能化で同じ原理の3次元センサが脚光を浴びています。
弊社でもプロジェクタと最新のカメラを使ったより高性能な3次元視覚センサ開発の実績があります。
液晶で様々なスリットパターンを部品に投影し、バラ積みの鋳造部品を識別してロボットにデータを渡すシステムでした。
当時としてはユニークなシステムでしたが、近年プロジェクタの進歩とPCの高性能化で同じ原理の3次元センサが脚光を浴びています。
弊社でもプロジェクタと最新のカメラを使ったより高性能な3次元視覚センサ開発の実績があります。
4.H8・SHシリーズマイコン用統合開発環境JDE
H8はルネサス(当時日立)が提供していた組込用CPUです。
FlashROMを内蔵しシリアル通信でオンボード書き込みが出来るという、当時としてはユーザーニーズを先取りしたタイプのCPUで、タイマーやカウンタの周辺機能が豊富であるということで一時期日本の組込み市場を席捲しました。
弊社の要望する開発形態にもマッチしていたため発売と同時に飛びつき、メインのマイコンとして使い始めました。
コンパイラは最もユーザーの多いGCCを選択し、GCCベースの統合開発環境JDEを開発しました。
当時GCCの評価はまだ低く「仕事には高価なメーカー純正のコンパイラを使うのが当たり前」という風潮でしたが、CADやコンパイラは自動車では高価=高性能・高品質という関係が成り立ちますが、ソフトウェアでは価格に関係なくユーザーの多寡が性能と将来性を決めるという考えのもとに採用を決めました。
自前の統合開発環境を開発したのはGCCベースの軽い開発環境がなかったことと、コンパイルからボード書き込み実行までの流れを自動化して開発効率を上げたかったからです。
最近ではGCCベースでも高機能の開発環境がたくさん出回っていてエディタの機能としては見劣りするものになってきましたが、自社の開発スタイルに応じたカスタマイズが出来ることと使いやすさで、ARM用GCCに対応して現在もこのJDEは使い続けています。
FlashROMを内蔵しシリアル通信でオンボード書き込みが出来るという、当時としてはユーザーニーズを先取りしたタイプのCPUで、タイマーやカウンタの周辺機能が豊富であるということで一時期日本の組込み市場を席捲しました。
弊社の要望する開発形態にもマッチしていたため発売と同時に飛びつき、メインのマイコンとして使い始めました。
コンパイラは最もユーザーの多いGCCを選択し、GCCベースの統合開発環境JDEを開発しました。
当時GCCの評価はまだ低く「仕事には高価なメーカー純正のコンパイラを使うのが当たり前」という風潮でしたが、CADやコンパイラは自動車では高価=高性能・高品質という関係が成り立ちますが、ソフトウェアでは価格に関係なくユーザーの多寡が性能と将来性を決めるという考えのもとに採用を決めました。
自前の統合開発環境を開発したのはGCCベースの軽い開発環境がなかったことと、コンパイルからボード書き込み実行までの流れを自動化して開発効率を上げたかったからです。
最近ではGCCベースでも高機能の開発環境がたくさん出回っていてエディタの機能としては見劣りするものになってきましたが、自社の開発スタイルに応じたカスタマイズが出来ることと使いやすさで、ARM用GCCに対応して現在もこのJDEは使い続けています。
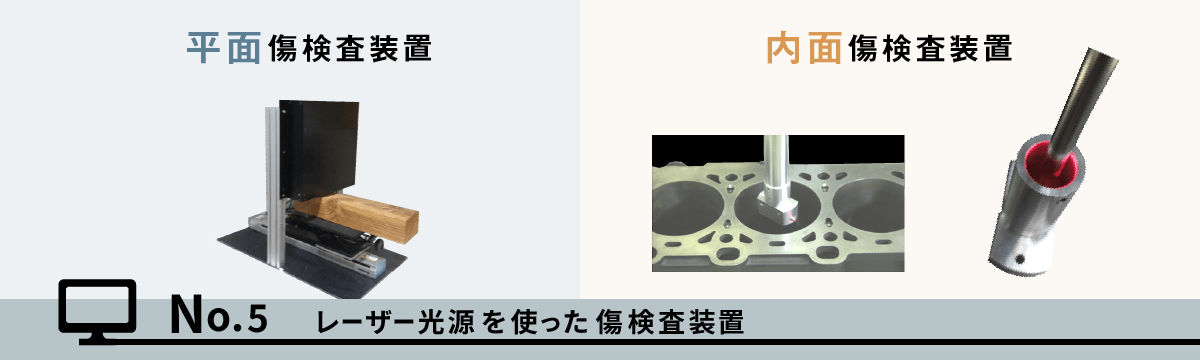
5.レーザー光源を使った傷検査装置
レーザー光はコヒーレント(位相が揃っていて干渉縞を生じる)な光で微小な傷でも強い散乱光が得られるため、傷検査装置の光源として適しています。
弊社はセンサ機構・回路を含めて作るのが得意であるため、レーザーダイオードを使った検査装置の開発にも早い時期から取り組んでいます。
ポリゴンミラーを使ってレーザー光でスキャンする平面傷検査装置やレーザービームを高速で回転する軸から照射して穴の内面を検査する傷検査装置を開発した実績があります。
穴の内面を検査する装置は主に自動車製造ラインでシリンダ内面の検査装置としてOEM供給しています。
弊社はセンサ機構・回路を含めて作るのが得意であるため、レーザーダイオードを使った検査装置の開発にも早い時期から取り組んでいます。
ポリゴンミラーを使ってレーザー光でスキャンする平面傷検査装置やレーザービームを高速で回転する軸から照射して穴の内面を検査する傷検査装置を開発した実績があります。
穴の内面を検査する装置は主に自動車製造ラインでシリンダ内面の検査装置としてOEM供給しています。
6.ロボットハンド用の超小型ハーモニックモータドライブボード
H8シリーズのマイコンを使った超小型のモータードライブボードです。
ハーモニックドライブが展示会用に超小型ハーモニックドライブ付きモータを組み込んだ5本指のロボットハンドを作ったことがありそのモータを駆動するためのドライブボードを開発しました。
手のひら関節の数14個のモータがあるので出来るだけ小さいドライブボードをということで20mmx50㎜程度のボードを14枚ネットワーク通信で結んで自由な動きが出来るようにしました。
ハーモニックドライブが展示会用に超小型ハーモニックドライブ付きモータを組み込んだ5本指のロボットハンドを作ったことがありそのモータを駆動するためのドライブボードを開発しました。
手のひら関節の数14個のモータがあるので出来るだけ小さいドライブボードをということで20mmx50㎜程度のボードを14枚ネットワーク通信で結んで自由な動きが出来るようにしました。
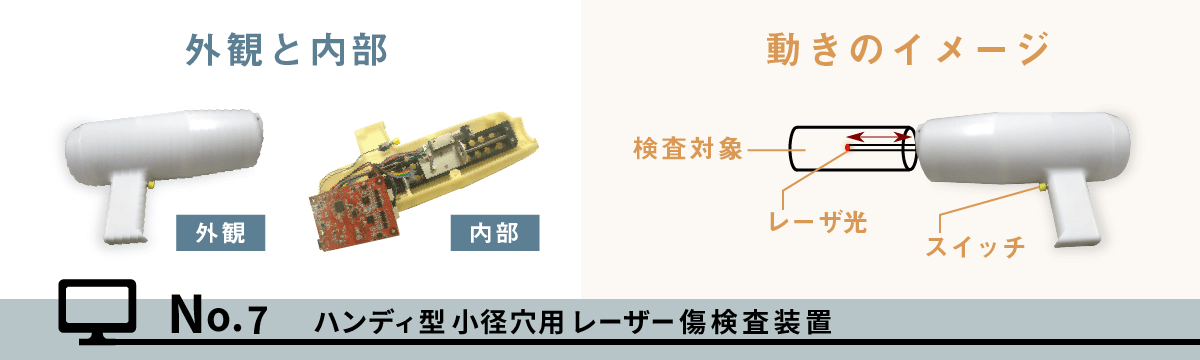
7.ハンディ型小径穴用レーザー傷検査装置
航空・宇宙機器や発電設備等高い信頼性を求められる製造現場で、ボルト穴等の検査を手軽におこなえるハンディタイプの検査装置も開発しました。
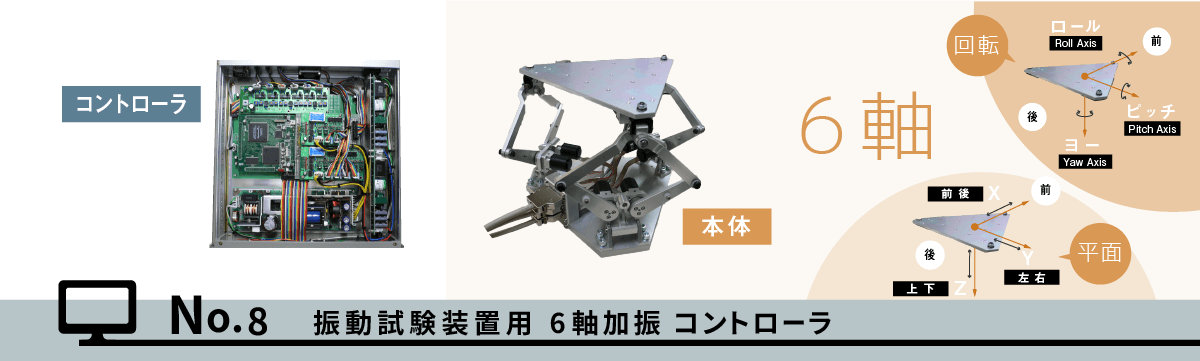
8.振動試験装置用6軸加振コントローラ
SH4マイコンとFPGAで制御する6軸コントローラです。
6台のモータで支えられたテーブルが、任意の方向に指定された周波数で振動するように制御しています。
6台のモータで支えられたテーブルが、任意の方向に指定された周波数で振動するように制御しています。
9.統合開発環境JDEをARMマイコンに対応
H8やSHシリーズは組込用マイコンとして一世を風靡しましたが大手顧客偏重の営業方針で一般向けの情報公開が遅れたことに加え自動車業界からの要求に迎合してシリーズを増やし過ぎた結果、突然の納期遅延が発生するようになりました。
そのころから標準化されたARMアーキテクチャーを採用したオンボードで、プログラム書き込みが出来る海外メーカーのマイコンが市場に増えてきました。
これらのマイコンはARM対応のコンパイラで開発が出来るためH3等メーカー独自のアーキテクチャーを採用したマイコンに比べて開発環境の将来性で有利なことと、メーカーとしてはタイマーやカウンタ等の周辺機能の開発に注力出来、その部分で差別化して競争するしかない、という事情からH8やSHシリーズと同等以上の周辺機能が盛り込まれているのが魅力でした。
弊社は2000年頃からARMマイコンへの移行することを決め、統合開発環境JDEをARMマイコンに対応させるとともにAtmelのSAMシリーズを経由して2004に発表されたstMicroのstm32Fシリーズをメインで使うことになりました。
当時国内でARMマイコンを使っているユーザーは少数派でしたが、現在では世界・国内を含めてARMマイコンが主流になっています。
そのころから標準化されたARMアーキテクチャーを採用したオンボードで、プログラム書き込みが出来る海外メーカーのマイコンが市場に増えてきました。
これらのマイコンはARM対応のコンパイラで開発が出来るためH3等メーカー独自のアーキテクチャーを採用したマイコンに比べて開発環境の将来性で有利なことと、メーカーとしてはタイマーやカウンタ等の周辺機能の開発に注力出来、その部分で差別化して競争するしかない、という事情からH8やSHシリーズと同等以上の周辺機能が盛り込まれているのが魅力でした。
弊社は2000年頃からARMマイコンへの移行することを決め、統合開発環境JDEをARMマイコンに対応させるとともにAtmelのSAMシリーズを経由して2004に発表されたstMicroのstm32Fシリーズをメインで使うことになりました。
当時国内でARMマイコンを使っているユーザーは少数派でしたが、現在では世界・国内を含めてARMマイコンが主流になっています。
10.木材節検査用画像処理装置
製材工場で丸太から切り出した板に節がどの程度含まれているかをチェックすることが品質管理のために重要です。
画像処理で節の大きさと数を調べることは困難な課題でしたが大手製材会社の技術者とタイアップして統計的手法で実用に耐える節検査装置を開発して納入しました。
この装置はラインカメラを使いベルトコンベア上を流れる材木を連続して検査できるものです。
画像処理で節の大きさと数を調べることは困難な課題でしたが大手製材会社の技術者とタイアップして統計的手法で実用に耐える節検査装置を開発して納入しました。
この装置はラインカメラを使いベルトコンベア上を流れる材木を連続して検査できるものです。
以降の開発については現在整理中でございます。
準備が整い次第更新していく予定です。
- レーザースキャナによる木材プレカット装置用制御システム
- 自動車ラインロボット用6軸コントローラ
- 木材乾燥炉用含水率計
- キネクト使用ピッキングロボット用3次元センサ
- 相撲ロボット用高出力ブラシレスモータドライブボード
- BeagleBoneBlack互換Linuxボード組み込み画像検査ボード
- 高精度イオンカウンタ
- クリーンルーム用微粒子カウンタ
ご質問・ご相談などありましたら、お気軽にお問い合わせください
お問い合わせはこちら
お問い合わせはこちら